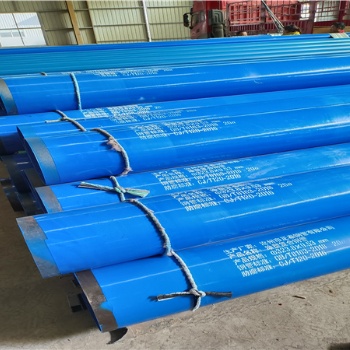

涂塑管又名鋼塑復合管、涂塑復合鋼管,是以鋼管為基體,通過噴、滾、浸、吸工藝在鋼管(底管)內表面熔接一層塑料防腐層或在內外表面熔接塑料防腐層的鋼塑復合鋼管。
涂塑鋼管具有優良的耐腐蝕性和比較小的摩擦阻力。環氧樹脂涂塑鋼管適用于給排水、海水、溫水、油、氣體等介質的輸送,聚氯乙烯涂塑鋼管適用于排水、海水、油、氣體等介質的輸送。
通用顏色:黑色,灰色,藍色,紅色,白色,綠色
涂層厚度:PE(改性聚乙烯)涂層厚度為400um—1000um,EP(環氧樹脂)噴涂厚度為100um-400um
涂覆方式:PE(聚乙烯)為熱浸塑EP,(環氧樹脂)為內外噴涂
產品規格:DN15—DN1660環境溫度:-30℃ 至120℃
連接方式:絲扣(DN15-DN100),溝槽(DN65-DN400),法蘭(適用任意口徑),焊接式,雙金屬連接,承插、管節、密封連接。
對于涂塑鋼管的檢查:
1.外觀檢查
目視檢查涂層鋼管的外觀質量。
2.厚度測量
從涂層鋼管的兩端取兩個不同長度的橫截面,用電磁測厚儀在每個橫截面上測量圓周上任意四個正交點的涂層厚度。
3.針孔試驗
管段試樣的長度約為1000 mm。涂塑鋼管鋼管涂層用電火花檢漏儀在規定的試驗電壓下進行檢測。涂層厚度不大于0.4mm,試驗電壓1500V,涂層厚度大于0.4mm,試驗電壓2000V,檢查有無電火花。
4.附著力試驗
附著力試驗按CJ/T 120-2008中7.4.2進行。
5.彎曲試驗
對DN≤50mm的涂層鋼管進行了彎曲試驗。試樣長度為(1200±100)mm。
在(20±5)℃溫度下,在曲率半徑為鋼管公稱直徑8倍、彎曲角度為30°的彎管機或模具上進行彎曲試驗,彎曲試驗時管內無填料,焊縫位于主彎曲面一側。試驗后,從彎曲弧的中間切割試樣,以檢查內涂層。
6.壓扁試驗
對DN>50mm的涂層鋼管進行了壓扁試驗。試樣長度為(50±10)mm。
在(20±5)℃的環境下,將試件置于兩塊板之間,在壓力試驗機上逐漸壓縮,直至兩塊板之間的距離為試件外徑的五分之四。壓扁時,涂層鋼管的焊縫與載荷作用方向垂直。試驗后,檢查內涂層。
7.沖擊試驗
從涂層鋼管的任何位置切割約100 mm長的樣品。在(20±5)℃的環境下,按規定進行沖擊試驗,觀察內涂層的損傷情況。試驗過程中,焊縫應與沖擊面方向相反。
|

