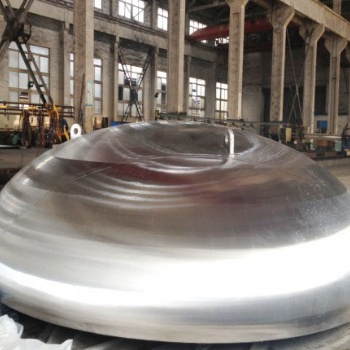
在進行熱沖時如果板坯料在加熱時的溫度不均勻、模具和下模圓角的間隙過大、壓邊發生不均勻等都會造成鼓包或者是皺折,封頭在橢球的部位是需要經過線曲率變化而平滑連續的,所以一定要將應力分布的足夠均勻,而且卵形的封頭在深度上要比半球形少很多,也比較容易沖壓和成型,可以說是目前中低壓容器中比較常用的封頭之一 封頭廠專業生產橢圓封頭 不銹鋼封頭 碳鋼封頭 合金蝶形封頭 旋壓封頭等等 產品符合GB/T 標準 各種材質材料封頭標準
1、制造封頭的材料,除應分別符合一下標準的有關規定外,還應符合圖樣或訂貨技術協議要求;
a)鋼制封頭按GB150或JB4732
b)鋁制封頭按JB/T4734
c)鈦制封頭按JB/T4745
d)銅制封頭按JB/T4755
e)鎳和鎳合金封頭按JB/T4756對于碳鋼橢圓封頭的氮化處理來說,**關鍵的還是在于去除其鈍化膜,這是影響氮化處理是否能順利進行的主要因素。所以碳鋼封頭在氮化之前,先要用細砂在0.15-0.25MPa的壓力下進行噴砂處理,直至工件表面呈暗灰色。另外,碳鋼封頭工件滲氮前還要進行磷化處理,這么做的目的是為了破壞金屬表面的氧化膜,從而有助于多孔疏松的磷化層的形成,這樣一來,氮原子的滲入將會容易的多。
橢圓封頭要具有較高的沖擊強度,通常必須能較高地取向,但結晶度又較低。通常存在內應力、材料本身降解以及熔接,這些都是封頭通常就是與容器或壓力裝置配合來使用的,而如果是單單一個封頭產品的話是發揮不了啥作用的,因此在使用的時候非常講究其適用性。比較常用 橢圓形封頭 蝶形封頭 半球封頭 平底封頭 錐形封頭等等封頭制造方式)小封頭:整體成型
b)大、中型封頭:先拼接后成型——用的**多,標準中的要求主要針對它而言;
c)特大型封頭:因運輸及開檔等因素要求,先分瓣成型,后組焊在一起
橢圓封頭中旋壓是將平板或空心坯料固定在旋壓機的模具上,在坯料隨機床主軸轉動的同時,用旋輪或趕棒加壓于坯料,使之產生局部的塑性變形。在旋輪的進給運動和坯料的旋轉運動共同作用下,使局部的塑性變形逐步地擴展到坯料的全部表面,并緊貼于模具,完成零件的旋壓加工。
WH
|

